Brass pipe nipplesIntroductionBrass pipe nipples are short sections of brass tubing with male t...
Comprehensive Optimization and Application of Hot Runner Systems in Medical Injection Molding
2025-03-28
Introduction: The Strategic Value of Hot Runner Systems in Medical Injection Molding
In the medical device manufacturing industry, original equipment manufacturers (OEMs) typically do not directly participate in selecting hot runner systems. However, involving professional hot runner suppliers early in mold development has become a best practice. This early collaboration significantly accelerates product validation, enhances final product quality, and effectively reduces overall production costs. Medical injection molders must recognize that the choice of hot runner technology and suppliers directly impacts product precision, safety, and production efficiency, ultimately affecting the health and safety of end-users.
Hot runner systems are an essential component of multi-cavity injection molds, commonly used in medical product molding with 4-32 cavities. A complete hot runner system consists of key components such as the manifold, nozzles, hot runner plates, and temperature controllers, each playing a crucial role in ensuring product quality consistency. As medical devices evolve toward miniaturization and higher precision, alongside increasingly stringent sterility and biocompatibility standards, hot runner technology faces unprecedented challenges and opportunities.

Core Components and Technical Analysis of Hot Runner Systems
Manifold: The Central Hub for Melt Distribution
The manifold is the "heart" of a hot runner system, responsible for precisely distributing molten plastic from the injection molding machine to each cavity. Modern manifold manufacturing begins with pre-machined steel plates, which are drilled with precise flow channels and integrated with heating elements on the surface or internally. To meet the high standards of medical injection molding, manifold designs typically feature multiple independent temperature control zones, each regulated by dedicated temperature controllers to ensure uniform melt flow.
Improper manifold design can lead to several product quality issues:
Flow imbalance: Significant differences in melt flow path lengths to each nozzle can result in uneven cavity filling, causing dimensional fluctuations—particularly critical for precision medical components requiring ±0.02mm tolerances.
Material degradation: Inadequate heating strategies and shear force control can cause polymer molecular chain breakage, leading to compromised mechanical properties and surface defects such as discoloration or flow marks.
Temperature inconsistencies: Localized overheating or insufficient heating alters melt rheology, affecting filling behavior and product crystallinity.
For specialized medical applications, advanced manifold designs support multi-material injection molding (e.g., soft-hard combinations in surgical instrument handles), stack molding (to enhance productivity for small devices), and paired-product molding (synchronous forming of complementary components). These complex applications demand deep expertise in flow analysis and mechanical balance design, employing 3D flow channel layouts and dynamic thermal compensation technologies to ensure uniform molding conditions across all cavities.
Nozzle System: Precision Control and Aesthetic Considerations
As the critical link between the manifold and the mold cavity, hot runner nozzles directly influence product aesthetics, filling behavior, and cycle times. Common nozzle types in medical injection molding include:
Open hot gate system
Principle: Relies on a heat-cycle mechanism where molten material is injected, cooled, solidified, and then released during mold opening.
Characteristics: Relatively simple structure but prone to visible gate marks.
Material selection: Special heat-fatigue-resistant steel combinations to withstand repeated thermal cycling.
Valve gate system (Preferred choice for medical molds)
Mechanical control advantage: Pneumatically or hydraulically actuated valve pins precisely regulate gate opening and closing, improving molding repeatability.
Gate mark minimization: Minimal contact between the valve pin and the product ensures nearly invisible gate vestiges, meeting high-end medical aesthetic standards.
Hygienic design: The enclosed structure minimizes material retention, reducing contamination risks and complying with medical-grade cleanliness requirements.
Gate design must balance material properties (e.g., shear sensitivity), product wall thickness (critical for thin-walled minimally invasive devices), and appearance requirements (such as surface smoothness for implantable devices). The advancement of micro-valve pin technology enables precision gates as small as 0.5mm in diameter, catering to micro-injection and intricate structural molding needs.
Hot Runner Plate: Ensuring Structural Integrity
As the mechanical backbone of the mold, the hot runner plate must withstand thousands of tons of clamping force cycles without plastic deformation. Key requirements for medical injection molding hot runner plates include:
Optimized support structure: Finite Element Analysis (FEA)-designed internal pillar systems create multi-point support, effectively distributing clamping stress in manifold voids.
Thermal stability control: Integrated cooling channel networks prevent uneven thermal expansion that could compromise flatness.
Material selection: Pre-hardened tool steel or specialized alloys balancing strength and corrosion resistance.
Inferior hot runner plates can shorten mold lifespan and cause product defects such as flash and dimensional instability. The integration of structural health monitoring technologies, such as embedded strain sensors, allows real-time stress monitoring, enabling predictive maintenance.
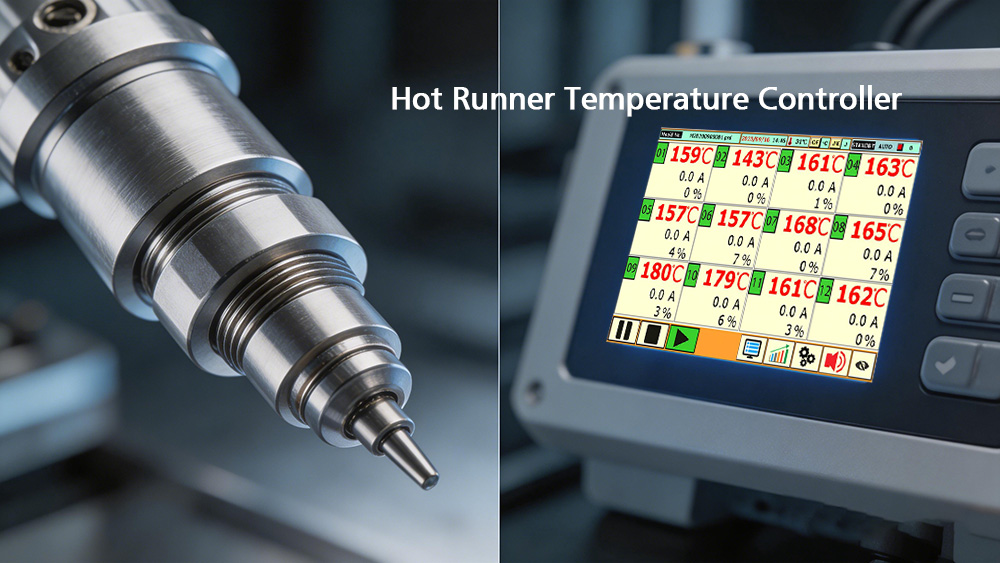
Temperature Control System: Precision Dictates Quality
Modern medical injection molding imposes stringent temperature control requirements, demanding temperature variations within ±1°C. This necessitates temperature control systems with:
Adaptive algorithms: Automatically optimizing PID parameters for different heater types (e.g., cartridge, rod, or film heaters).
Multi-tasking platforms: PC-based control systems managing servo movements, data acquisition, and production traceability.
Heat loss compensation: Dynamically adjusting power output in different zones based on mold thermal models.
Cutting-edge temperature control technologies such as Model Predictive Control (MPC) and fuzzy logic algorithms enhance non-linear system handling and thermal coupling effects across heating zones. Some high-end systems are now integrating artificial intelligence to continuously optimize control strategies.

Specialized Requirements for Medical Injection Molding
Extreme Precision and Repeatability
As a core technology in precision medical injection molding, the hot runner system's four key components must work in synergy to ensure top-tier product quality. The manifold, acting as the central distribution network, must be precisely engineered using high-precision drilling and multi-zone temperature control to maintain balanced melt flow. Advanced molding techniques such as multi-material injection and stack molding require suppliers to possess expertise in 3D flow channel layouts and dynamic thermal compensation to handle complex products like hybrid surgical instrument handles.
Medical-Grade Safety and Hygiene Standards
The nozzle system selection must balance precision control and aesthetic requirements. Valve gate systems, commonly used in medical molds, improve repeatability through mechanical control while minimizing contamination risks with an enclosed structure. Meanwhile, the hot runner plate must be engineered through FEA-based support optimization and integrated cooling channels to maintain thermal stability. Temperature control precision remains a crucial aspect, with modern systems integrating AI-driven self-optimization to maintain temperature variations within ±1°C.
Miniaturization and Thin-Wall Molding Challenges
Medical industry requirements impose more stringent demands on hot runner systems than other fields. Precision requirements mandate key dimension tolerances within ±0.02mm, achievable only through CAE flow analysis and thermally symmetrical design. Hygiene standards necessitate zero dead zones, mirror-polished flow surfaces, and medical-certified materials. The rise of minimally invasive devices requires hot runner systems to withstand injection pressures exceeding 3000 bar, featuring ultra-fast heating technology and nano-scale surface treatment processes. These challenges make medical injection molding hot runner design a complex multidisciplinary engineering endeavor.
System Optimization and Technological Innovations
Computer-Aided Engineering (CAE) Integration
CAE tools such as Moldflow are now essential for optimizing hot runner designs. These tools enable:
-Melt flow simulation and thermodynamic analysis
-Pressure drop predictions and shear heat optimization
-Heater placement and cooling system design optimization
-Stress distribution and mold lifespan evaluation
Future Trends: Intelligence, Efficiency, and Sustainability
Smart hot runner systems integrating temperature and pressure sensors for self-regulation
Electromagnetic induction heating achieving millisecond-level response times
Ceramic-based composite materials enhancing corrosion resistance
Sustainable manufacturing innovations reducing energy consumption and material waste
Conclusion: Lifecycle Collaboration for Value Creation
Hot runner systems have evolved from simple melt delivery mechanisms into strategic enablers of quality, efficiency, and cost optimization in medical injection molding. Success requires deep collaboration between OEMs, molders, and hot runner suppliers, considering manufacturability from the design phase. As modular design and predictive maintenance technologies advance, hot runner systems are becoming smarter and more precise, meeting the increasing demands of the medical industry.
When selecting a hot runner supplier, medical injection molders should prioritize industry-specific expertise, validation capabilities, and regulatory compliance experience. Only through comprehensive, systematic partnerships can manufacturers produce high-quality, regulatory-compliant, and market-competitive medical products.