A mirror polish, also known as a mirror finish, is an exceptionally smooth, highly reflective surface finish applied to metal parts. Unlike a standard shiny or brushed appearance, a true mirror finish lacks visible grain lines or microscopic scratches. This immaculate surface reflects light almost perfectly, offering a glass-like appearance.
This pristine finish is critical in modern manufacturing for several compelling reasons. Beyond striking aesthetic appeal, a mirror polish improves cleanability, reduces surface friction, and significantly enhances corrosion behavior. It removes microscopic valleys where moisture and contaminants can accumulate, making it essential for demanding environments.
Market Size: Where Mirror Polishing Fits
Understanding the market scope helps buyers contextualize the growing demand for advanced surface treatments. The broader metal finishing industry and the specialized polishing tools sector are both experiencing robust growth, driven by stringent quality requirements.
| Market Segment | 2024 / 2025 Value | Future Value | CAGR |
| Metal Finishing | USD 112.49 Billion (2025) | USD 146.08 Billion (2031) | 4.45% |
| Polishing Tools | USD 1.1 Billion (2024) | USD 1.8 Billion (2034) | 5.1% |
These figures reflect a clear shift toward high-performance materials and stringent regulatory standards. The expansion in metal finishing directly implies a sustained demand for precise, high-quality mirror polishing, especially in sectors demanding high durability and flawless aesthetics.
The robust 5.1% CAGR in the polishing tools segment highlights increased investments in advanced abrasives and automated polishing equipment. Manufacturers are continuously upgrading their toolkits to meet tighter surface specifications efficiently.
Typical Applications (and Why Buyers Specify Mirror Polish)
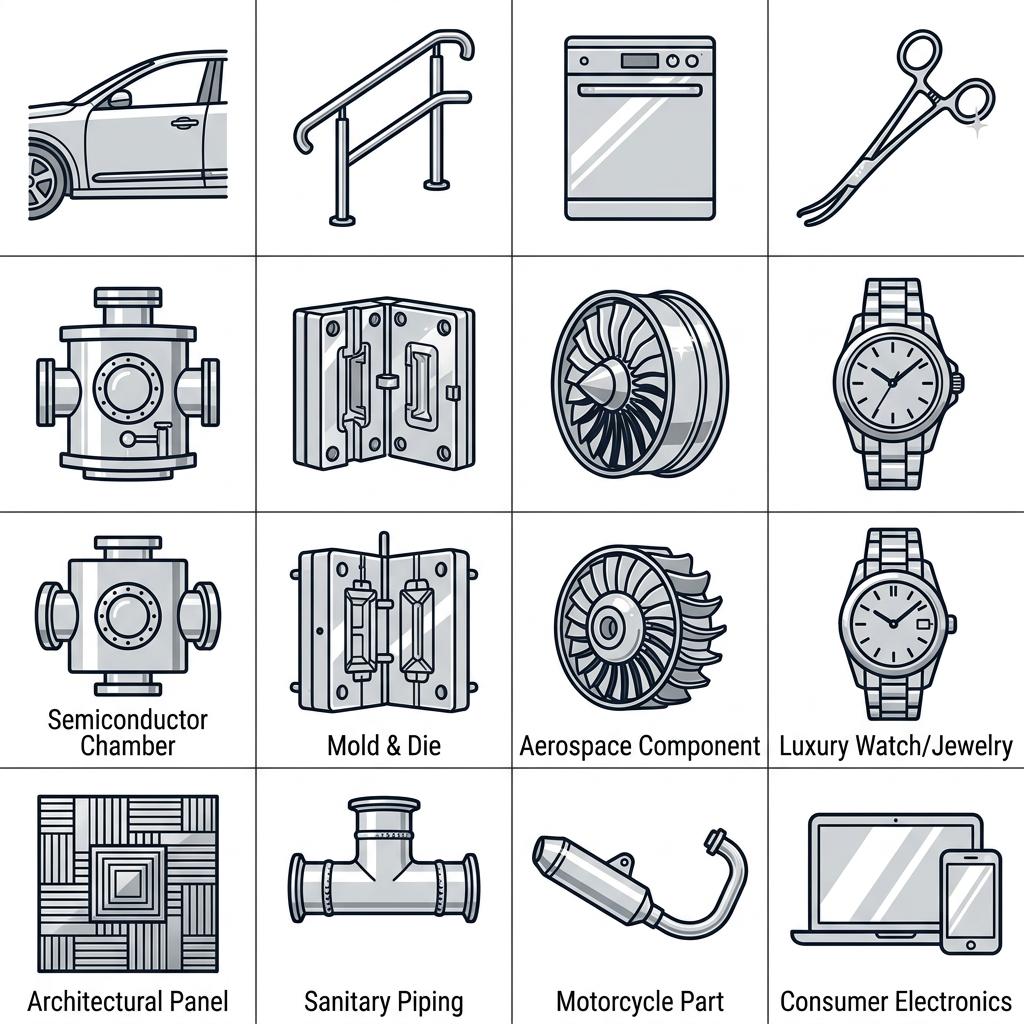
Buyers across diverse industries specify mirror polish for distinct functional and aesthetic benefits. In the automotive sector, luxury exterior trim and custom wheels demand a mirror finish for premium consumer appeal and superior weather resistance. The smooth surface prevents dirt and road salt from adhering firmly.
In sanitary, food processing, and medical fields, this finish is non-negotiable. The microscopic smoothness ensures no bacteria or organic residue can become trapped, allowing for rigorous sterilization. These demanding applications rely heavily on uncompromised surface integrity.
Architectural elements and high-end appliances also utilize mirror polishing to create visually expansive, modern spaces. Meanwhile, the electronics industry uses it for specialized components where high conductivity and minimal friction are required. Buyers evaluate a supplier's quality capability based on their ability to consistently meet these strict functional demands.
How To Achieve a Mirror Polish (Process, Tools, and QC)
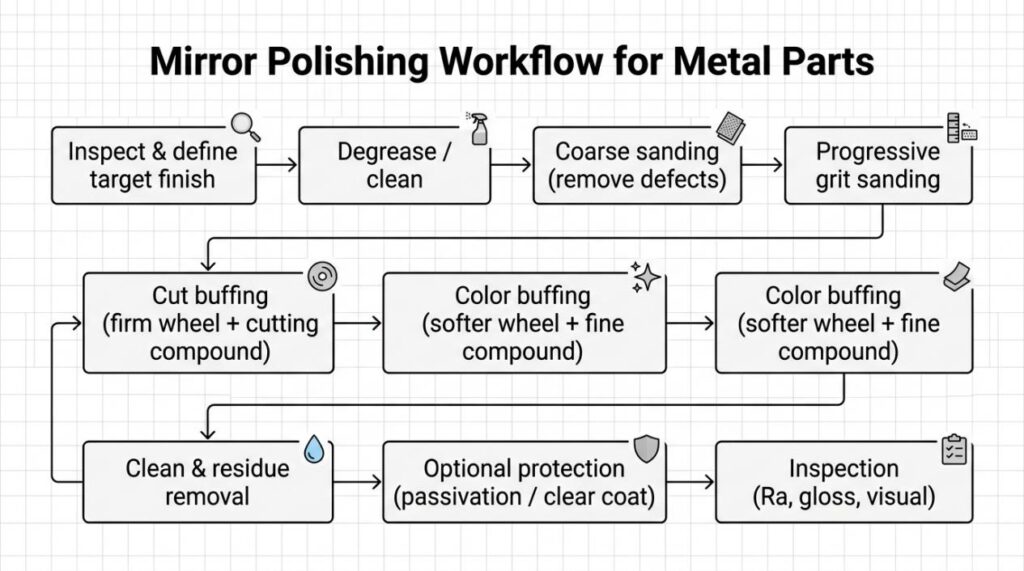
Achieving a true mirror polish requires a meticulous, multi-stage approach. The process begins with thorough cleaning and defect removal, ensuring all grease, oil, and debris are eliminated. Assessing initial surface damage dictates the correct starting grit.
Progressive Sanding
Sanding must progress carefully from coarse to fine grits. It is crucial to change the sanding direction by 90 degrees between each stage. This cross-hatching ensures that each successive grit fully removes the scratch marks of the previous one, a step vital for a flawless outcome.
| Defect Type | Starting Grit | Progression Sequence |
| Deep Gouges / Welds | 80 - 120 Grit | 150 → 240 → 400 → 600 → 800 → 1000 → 1200 (Wet) |
| Light Scratches | 240 Grit | 400 → 600 → 800 → 1000 → 1200 (Wet) |
Cut Buffing
After reaching at least a 1000-grit wet sand, the next phase is cut buffing. This step uses a firm buffing wheel paired with an aggressive cutting compound to flatten the surface and remove remaining micro-scratches. Operating speeds should be kept under 3,000 RPM to avoid overheating.
Color Buffing and Final Polish
Color buffing elevates the flattened surface to a reflective brilliance using a medium compound. Finally, the luster phase utilizes ultra-fine compounds on loose cotton wheels. Very light pressure is applied to bring out the ultimate glass-like shine without inducing new heat distortions.
| Polishing Phase | Wheel Type | Typical Compound |
| Cut Phase | Sisal or Stiff Airway | Black Emery / Tripoli |
| Color Phase | Spiral-stitched Cotton | Yellow or White Compound |
| Final Luster Phase | Loosefold / Canton Flannel | Green Chrome Rouge |
Cleaning and Inspection
The final steps involve wiping the workpiece with a microfiber cloth and warm soapy water to remove residual compound. Inspection targets visual clarity and specific surface roughness (Ra) or gloss metrics. Avoiding contamination between compounds is essential throughout the entire process.
Comparative Alternatives to Mirror Polish
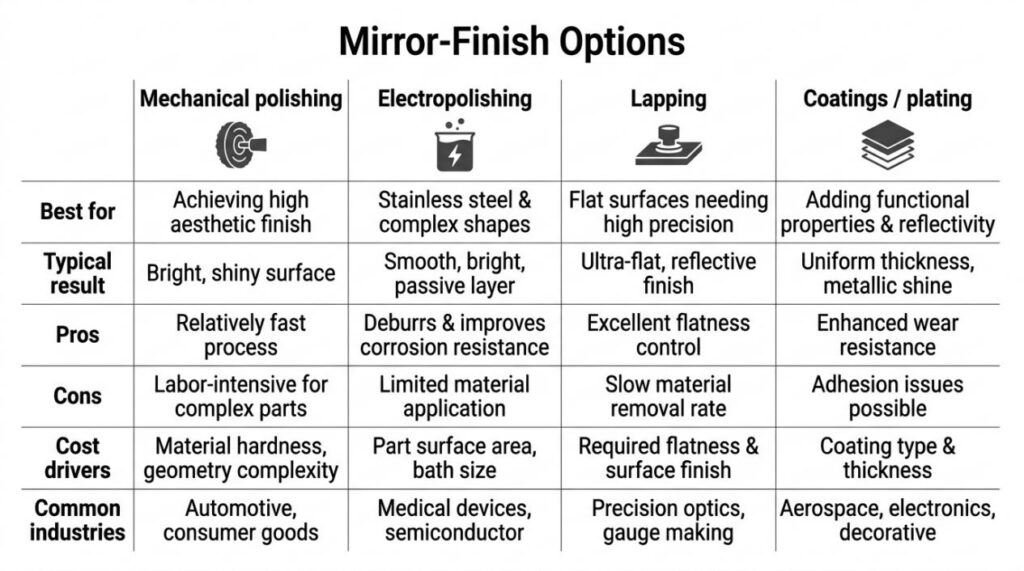
While mechanical mirror polishing is standard, buyers often compare it against electropolishing, lapping, and specialized coatings. The global electropolishing market is projected to reach USD 3.6 Billion by 2033, indicating strong demand for alternative high-precision finishes.
| Method | Mechanism | Best Fit / When to Choose |
| Mechanical Mirror Polish | Abrasives and buffing compounds. | Large visible surfaces requiring high aesthetic reflection. |
| Electropolishing | Electrochemical dissolution. | Complex geometries, internal tubing, medical devices. |
| Lapping | Loose abrasives between two surfaces. | Flat surfaces needing extreme dimensional flatness. |
| Coatings / Plating | Adding a bright metallic layer. | When base material is poor but bright finish is needed. |
The trade-offs between these methods depend heavily on surface integrity needs, geometry limits, throughput, and cost. Electropolishing treats complex shapes evenly but may not yield the deep optical clarity of mechanical polishing. Coatings are cost-effective but can suffer from peeling or strict environmental compliance issues.
Competitor Landscape (What Buyers Compare)
The competitor landscape in polishing consumables and equipment is vast. Industrial buyers carefully evaluate suppliers across several categories, looking for consistency, longevity, and overall cut-rate efficiency to keep production throughput high.
| Category | Representative Brands | Known For |
| Abrasives & Sanding | 3M, Saint-Gobain/Norton, Mirka | Advanced grain structures, dust-free sanding nets. |
| Polishing Compounds | Menzerna, Dialux, Klingspor | High-purity liquid and solid bar compounds. |
| Polishing Equipment | Festool, Bosch, Makita | Reliable rotary and orbital tools with heat management. |
When compiling a shortlist, buyers analyze a supplier's range of products and technical support capabilities. Consistency in abrasive batches and responsive troubleshooting form the foundation of trust. Procurement teams will proactively contact suppliers to request sample testing before committing to large-scale production contracts.
Key Trends Shaping Mirror Polishing
Modern manufacturing is pushing the boundaries of surface finish requirements. Automation and robotic polishing systems are increasingly adopted to eliminate human error, ensuring consistent pressure and speed. This shift guarantees uniform results across large production runs, particularly in high-volume automotive parts.
Simultaneously, in-process metrology is replacing subjective visual checks. Advanced optical profilometers measure Surface Roughness (Ra) down to nanometers. Lower Ra values directly correlate with fewer microscopic peaks, translating to a deeper, more distortion-free mirror reflection that passes stringent medical and aerospace inspections.
Sustainability pressures and regulatory shifts, such as EU REACH rules, are forcing a transition away from hazardous chemicals toward cleaner, lower-VOC compounds. The high-purity industry growth, particularly in semiconductor manufacturing, continues to demand cleaner chemistries that do not leave microscopic residues on the finished substrate.
Frequently Asked Questions
What grit do I stop at before buffing?
For optimal results, you should progress to at least a 1000-grit wet/dry paper before introducing buffing compounds. Some critical applications may require going up to 1200 or 2000 grit to ensure the cut buffing phase works efficiently without generating excessive heat.
Why do haze and swirl marks appear?
Haze and swirl marks typically result from cross-contamination of compounds or skipping grits during the sanding phase. Using a dirty buffing pad or applying excessive pressure that overheats the metal can also cause these frustrating defects. Proper FAQ and troubleshooting guides emphasize strict cleanliness.
How do I avoid contamination between compounds?
Never use the same buffing wheel for different compounds. You must dedicate specific wheels for cut, color, and final luster phases. Store them in separate, sealed bags when not in use, and thoroughly wipe down the metal part between each stage.
Is electropolishing the same as mirror polishing?
No, they are different processes. Mechanical mirror polishing uses abrasives to physically flatten the surface, offering superior optical clarity. Electropolishing uses an electrochemical bath to dissolve surface peaks, making it ideal for complex shapes but often resulting in a slightly less brilliant optical finish.
How do I specify mirror finish on drawings?
Relying merely on the term "mirror finish" is ambiguous. Engineering drawings should specify a maximum Surface Roughness (Ra) value, typically below 0.05 micrometers, along with visual gloss requirements. Detailed tips on drafting specifications can be found on our blog for engineering professionals.