Brass pipe nipplesIntroductionBrass pipe nipples are short sections of brass tubing with male t...
Hot Runner vs Cold Runner: Which Injection Molding System Is Best for Automotive Components?
2025-11-27

Automotive manufacturers rely heavily on plastic injection molding to produce lightweight, durable, and cost-efficient components. From interior trims and dashboard modules to clips, connectors, and fasteners—millions of parts must be made with high consistency and minimal waste.
One of the most important decisions in this process is choosing the right runner system: hot runner or cold runner. The choice directly affects production efficiency, part quality, material usage, and overall cost—especially for high-volume automotive projects.
This article provides a complete comparison of hot runner vs. cold runner systems for automotive plastic components, helping manufacturers make a smarter tooling and production decision.
How Hot Runner and Cold Runner Systems Work
Cold Runner System Basics
cold runner system uses unheated channels to guide molten plastic from the injection unit to the cavities. Once the mold opens, the solidified runner is ejected together with the part.
Advantages
Lower mold cost
Easy to maintain and repair
Suitable for many resins
Ideal for small-batch automotive components or projects requiring frequent material changes
Disadvantages
Produces large amounts of material waste, especially with engineering plastics like PA66 GF30
Longer cycle time because the runner must cool
Requires trimming or automated separation
Less suitable for multi-cavity, high-volume automotive production
Cold runner systems remain practical when budgets are limited or when the part design is extremely simple.
Hot Runner System Basics
Hot runner systems use heated manifolds and nozzles to keep resin molten inside the runner channel. Resin flows directly into the cavities, eliminating the need for solid runners.
Advantages
Zero runner waste
Shorter cycle times (10–30% improvement)
Better surface finish and more consistent filling
Excellent for 8–96 cavity high-volume tools
Ideal for parts requiring tight tolerances or premium appearance
Disadvantages
Higher initial mold investment
Requires reliable temperature control
Slightly more complex maintenance
Despite the higher upfront cost, hot runners are becoming the industry standard for automotive plastic injection molding due to their long-term cost and efficiency benefits.

Hot Runner vs. Cold Runner: Key Differences for Automotive Manufacturing
Material Efficiency & Waste Reduction
Cold runner molds generate waste every cycle because the runner solidifies along with the part. For automotive parts made from expensive engineering plastics (e.g., PPA, PA66 GF, PC/ABS), material waste can drastically impact cost.
Hot runner molds eliminate this waste.
For example:
16-cavity cold runner mold may waste 20–40% of each shot’s material
hot runner mold wastes 0%, significantly reducing cost per part
For automotive OEMs and Tier-1 suppliers aiming for lightweighting and sustainability targets, hot runner systems are far more aligned with modern production needs.
Cycle Time & Production Efficiency
Cold runners extend cooling time because both the part and the runner must cool before ejection. With hot runners, only the part cools, reducing cycle time by 10–30%.
This improvement is especially valuable for:
Dashboard clips
Door module components
Interior fastening elements
EV battery management plastic housings
Reduced cycle time means higher throughput and faster ROI on molds.
Part Quality & Consistency
Hot runner systems provide more balanced flow and better temperature control, improving part quality:
Fewer flow marks and weld lines
More consistent color stability
Better dimensional accuracy
Reduced warpage
Cold runners often suffer from uneven flow resistance, which can cause defects—especially in multi-cavity molds.
For automotive programs requiring PPAP, tight dimensional control, and consistent appearance, hot runners are the superior choice.
Tooling Cost & Long-Term Investment
Hot runner molds cost more initially due to the manifold, heaters, nozzles, and wiring. However, savings come from:
Lower material cost
Faster cycle times
Reduced labor and automation requirements
Improved part quality and lower scrap rates
In most automotive applications, hot runner systems reach ROI within 3–12 months.
Suitable Applications in Automotive
Cold Runner Applications
Low-volume production
Simple or thick-wall parts
Prototyping and engineering test components
Projects with frequent color/material change
Hot Runner Applications
Dashboard assembly parts
Door panel components
HVAC vents
Center console components
Headlamp housings
EV structural plastic components
High-volume clips and fasteners
For any program above 100,000 units per year, hot runners deliver significantly better cost-efficiency.
Practical Decision Guide for Automotive Manufacturers
Choose Cold Runner When:
Budget is limited
Production volume is low
Material changes are frequent
Short development cycle is required
Choose Hot Runner When:
Annual volume > 100,000 pcs
You use expensive engineering materials
Tight tolerances are required
Part appearance matters
You run multi-cavity molds (8–96 cavities)
You want to reduce scrap and improve sustainability
In modern automotive manufacturing—especially EV and lightweight applications—hot runners are becoming the default.

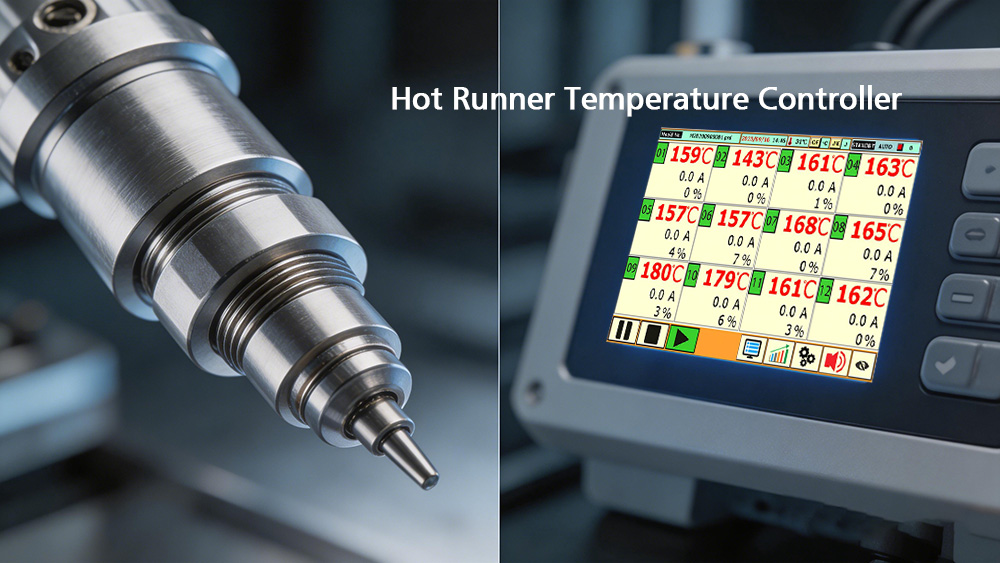
Your Hot Runner Temperature Controller
To unlock the full performance of a hot runner system, temperature stability is the key.
Poor temperature control leads to:
nozzle blockage
color burn marks
stringing and drooling
uneven cavity filling
This is why advanced molding plants use precision multi-zone hot runner temperature controllers.
Suppose you require a stable, efficient, and easy-to-operate temperature control solution for automotive injection molding. In that case, our Touch-Screen Multi-Zone Hot Runner Temperature Controller is designed specifically for high-cavity automotive molds.
It offers:
closed-loop PID temperature control
fast response heating
cavity-to-cavity balance optimization
alarm protection for wire break/thermocouple faults
modular design suitable for 6–96 zones
This controller ensures consistent melt flow, fewer defects, and higher production uptime—making it an ideal match for automotive Tier-1 injection molding factories.
Conclusion: Why Hot Runners Are Becoming the Automotive Standard
As automotive programs push for higher volume, lower cost, lighter weight, and better quality, hot runner systems offer clear advantages over cold runner systems. They reduce material waste, improve part consistency, shorten cycle time, and support sustainable manufacturing goals.
For most automotive manufacturers, especially in EV components and interior assemblies, hot runners are the more strategic and cost-effective choice.