Brass pipe nipplesIntroductionBrass pipe nipples are short sections of brass tubing with male t...
Why Your Production Is Unstable — And How the Right Temperature Control System Fixes It
2026-02-28
Production instability usually has a visible source: temperature. When a temperature control system is poorly specified or tuned, the consequences are immediate — higher scrap rates, unplanned downtime, and escalating maintenance bills. This article explains how a modern temperature control system, combined with the correct hot runner temperature controller, removes variability, cuts costs, and protects throughput.
The business cost of poor temperature control
Temperature issues don’t feel abstract to purchasing managers — they become line items on cost reports:
Increased scrap: Material overheating or burning raises reject rates. Even 1–2% increase in scrap on a high-volume line can mean tens of thousands of dollars per month.
Unplanned downtime: Temperature-related faults often cause stoppages. If a molding line producing $50,000/day loses one hour, that’s roughly $2,000 in lost production — and repeat that across lines and shifts and the numbers escalate.
Higher maintenance and parts costs: Repeated thermal cycling reduces the lifespan of heaters and thermocouples, and accelerates mold wear.
Quality recalls or rework: Out-of-spec parts force rework or customer returns — expensive and reputation-damaging.
Put simply: unstable temperature = quantifiable cost. A focused temperature control system reduces that risk by converting thermal control from guesswork into measurable control.
How a modern temperature control system protects value
robust temperature control system uses closed-loop control to keep process temperatures at target values. Key elements are:
Accurate sensors (RTDs/thermocouples) placed at critical points
Controllers (PID-based) that compare real-time readings to setpoints
Actuators/heaters driven by reliable power-switching devices (SSR, SCR)
Monitoring and alarms to catch faults before they become shutdowns
Closed-loop control means the controller constantly measures and corrects, compensating for ambient changes, heater aging, or material load variations. Compared to simple on/off systems, PID-driven temperature control system delivers tighter tolerance, faster recovery, and less overshoot — all translating to fewer rejects and shorter cycles.
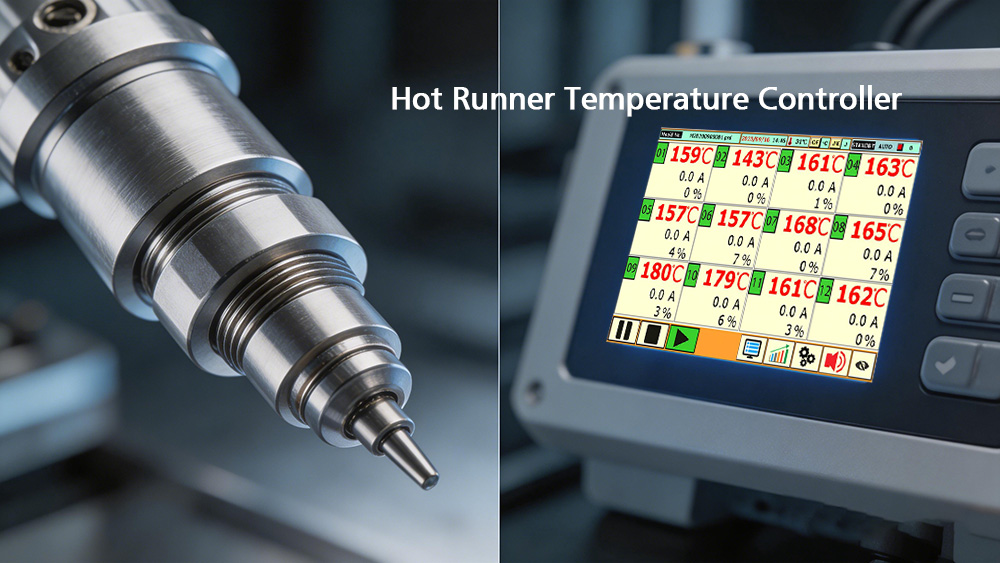
Hot runner temperature controller — why it matters in injection molding
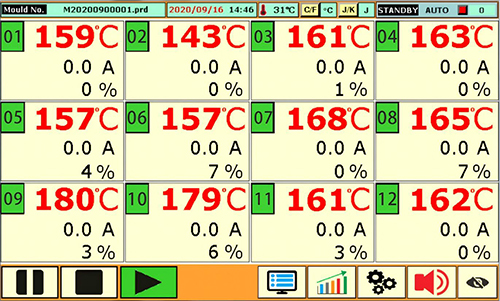
For injection molding, the hot runner temperature controller is mission-critical. A hot runner system keeps the melt fluid until it reaches the cavity; the controller manages multiple heating zones independently so every nozzle and manifold segment is at the right temperature.
What a good hot runner temperature controller delivers:
Multi-zone precision — one channel per heater/nozzle to avoid cold spots.
Appropriate power capacity — correctly rated amps per channel (undersized controllers lead to slow heat-up and thermal imbalance).
Advanced outputs — phase-angle or proportional firing for smooth power, reducing thermal stress.
Diagnostics and recipes — stored mold settings, alarms, and logging for fast recovery and traceability.
Modular controllers (1–16 zones)
Touchscreen multi-zone controllers (6–120 zones)
Practical selection checklist for procurement
When evaluating systems, focus on metrics that map to cost savings:
Number of zones — one control channel per heater; spare capacity matters for future tooling.
Per-channel power rating — ensure amps/watts exceed peak heater load (e.g., 15A vs 30A channels).
Control method — prefer PID with phase-angle or burst-fire outputs over crude on/off.
Sensor compatibility & accuracy — 0.1°C resolution matters for tight processes.
Monitoring & safety — alarms, zone fault detection, and soft-start to protect heaters.
Connectivity — Modbus/RS485 or Ethernet for integration with MES/SCADA and for remote monitoring.
Service & spare parts — available local support and standard spare modules shorten MTTR.
Mapping these specs to KPIs (scrap %, downtime hours, energy kWh) helps procurement build a clear TCO case.
Assume a molding line generating $50k/day with a 1% scrap rate due to thermal issues:
Reducing scrap from 1% → 0.5% saves $250/day.
Eliminating two 1-hour unplanned stops per month at $2,000/hour saves $4,000/month.
Combined annualized savings can justify controller upgrades within 6–12 months in many high-volume shops.
Numbers will vary, but procurement teams can use this template to build a concrete purchase justification.
Best Practices
Pre-heat and balance: Use controller recipes to pre-heat manifolds and ensure uniformity before production.
Regular calibration: Periodically verify sensor accuracy to keep control tight.
Data logging: Capture temperature trends to identify drift before it becomes scrap.
Spare strategy: Keep spare channels/modules and sensors to cut mean time to repair.
Conclusion
For procurement teams, a temperature control system — and the right hot runner temperature controller for molding — are not just technical purchases: they are risk-mitigation and cost-reduction investments. By focusing on measurable KPIs (scrap rate, downtime hours, maintenance costs) and matching controller specs to actual heater loads and zone counts, buyers can convert an abstract thermal problem into a verifiable, ROI-backed solution.